arcogas®
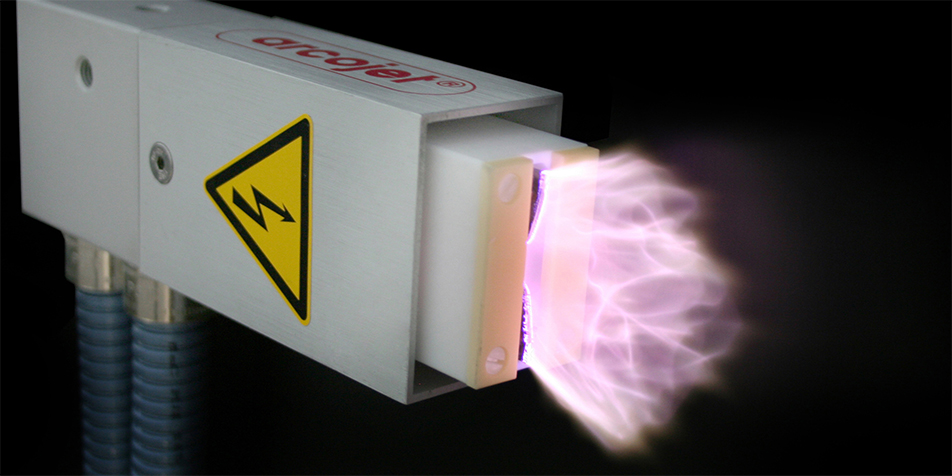
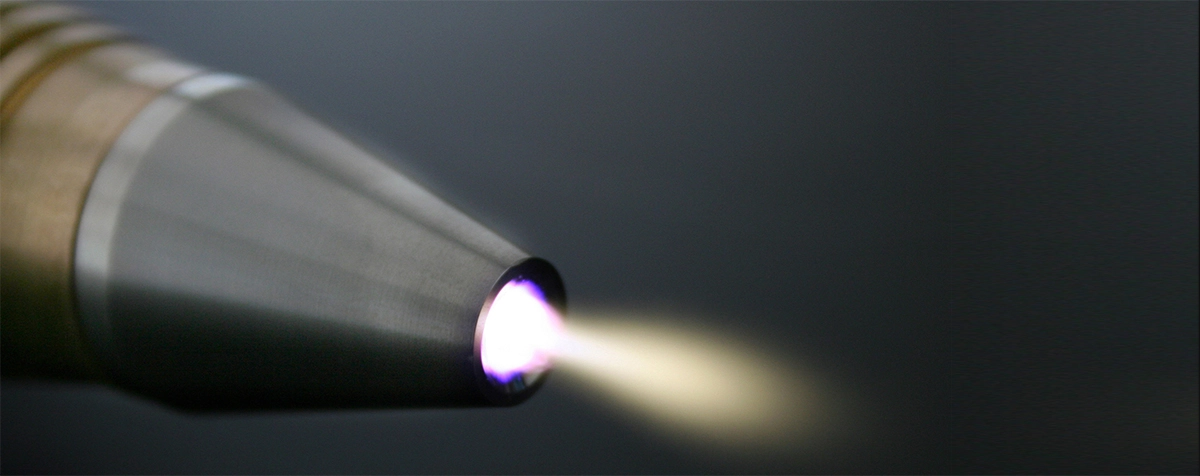
The principle of flame treatment is quite simple. A flame is placed above the component to be treated. The flame, which has a temperature of up to 1800 °C, contains during combustion unconsumed oxygen (lean flame), oxygen diffused into the hot flame from the atmosphere and the combustion products (e.g., CO2, H2O) in partially activated form. These very reactive radicals (e.g., O, OH) are able to crack the long-chained plastic molecules on the surface and attach themselves to the fractured regions. This creates polarised components in the molecules. The surface tension and the wettability are increased. Due to the cracking of the long-chained plastic molecules the printing ink can also anchor itself better to the surface. The roughening of the surface as well as a certain cleaning effect are also processes that take place on the surface. Since the roughening is on a microscopic scale it is not visible; it causes an enlargement of the surface area and thus provides for better mechanical anchoring conditions.
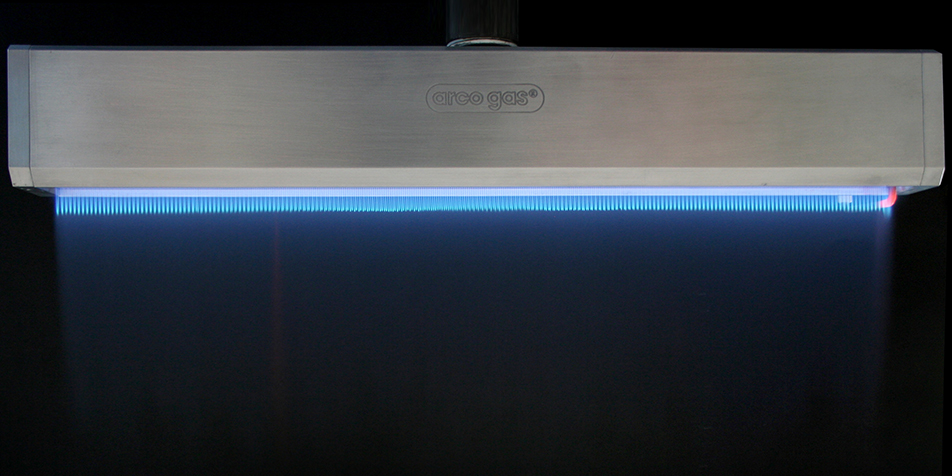
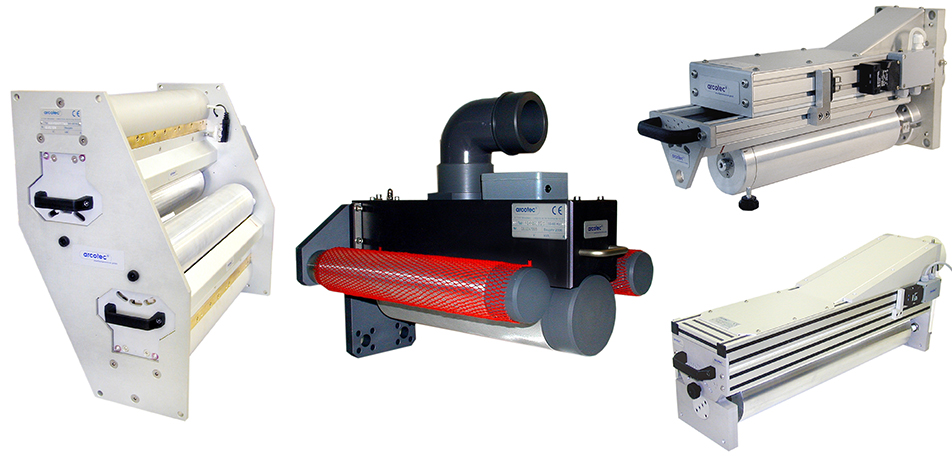
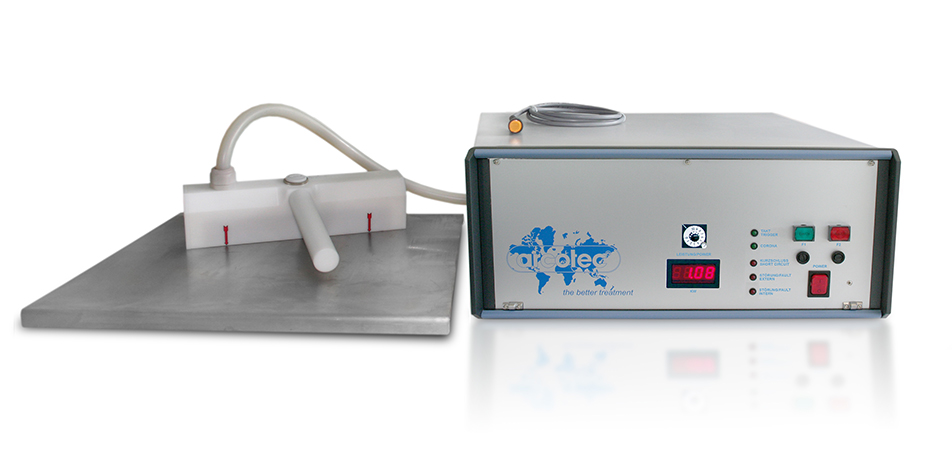
Standard flame treatment equipment consists generally of a control unit and one or more burners. The performance characteristics of the control unit as well as the number and configuration of the burners has to be specified with respect to the application. The manual flame treatment unit (FTM) is often used for testing purposes (laboratory) as well as for short-run productions, as a stand-by unit or for repair work. By adding gases or precursors it is possible to activate the surfaces more specifically. By adding a silane compound (arcosil® process) it is possible to generate very thin silicate layers (only a few nanometres thick) that have very good adhesive properties which have very good adhesion properties. This reduces moisture ingress in particular subsurface, providing possible protection against corrosion.